
Полипропиленовые фитинги в г. Туркестан
Компания «ПО КазМетСервис» реализует полипропиленовые фитинги в Республике Казахстан, осуществляет доставку в необходимый регион и гарантирует качество продукции. Для заказа доступны товары со склада в Туркестан и других филиалах.
По вопросам доставки и актуальной стоимости можно связаться с нашими представителями по телефону – +7 (7252) 610-223
Или написать по почте – turkestan@kzmc.kz















Фитинги для полипропиленовых труб – соединительные элементы, предназначенные для соединения отдельных участков трубопровода, создания поворотов или ответвлений, а также интеграции в систему запорно-регулирующей арматуры, контрольно-измерительных приборов, накопительных емкостей, подключения точек забора воды, насосного или другого оборудования. Технические требования, сортамент, а также терминология в отношении этого вида деталей приведены в ГОСТ 32415-2013.
Классификация
Для изготовления фитингов для полипропиленовых труб применяют три типа материалов:
- PP-H (полипропилен гомополимер) – применяется в системах холодного водоснабжения и вентиляции.
- PP-B (полипропилен блоксополимер) – допускается установка в системах холодного водоснабжения и отопления с низкой температурой теплоносителя.
- PP-R (полипропилен рандомсополимер) – самый распространенный и универсальный материал, пригодный для эксплуатации в системах отопления, а также горячего или холодного водоснабжения.
В зависимости от присутствующего в составе материала красителя можно купить полипропиленовые фитинги белого, серого, зеленого или другого цвета, однако этот параметр никак не сказывается на характеристиках детали.

Стандартные трубы и фитинги из полипропилена выпускают в диапазоне диаметров от 10 до 110 мм (для применения в промышленности производят продукцию больших диаметров) для систем с рабочим давлением от 10 до 25 бар (PN10, PN16, PN20 или PN25).
Основные разновидности
В каталоге любого производителя можно найти широкий ассортимент полипропиленовых фитингов, позволяющий обеспечить монтаж трубопровода любого уровня сложности. В зависимости от конструкции, способа монтажа, выполняемых функций и применяемых для изготовления материалов условно выделяют несколько основных разновидностей таких фасонных деталей.
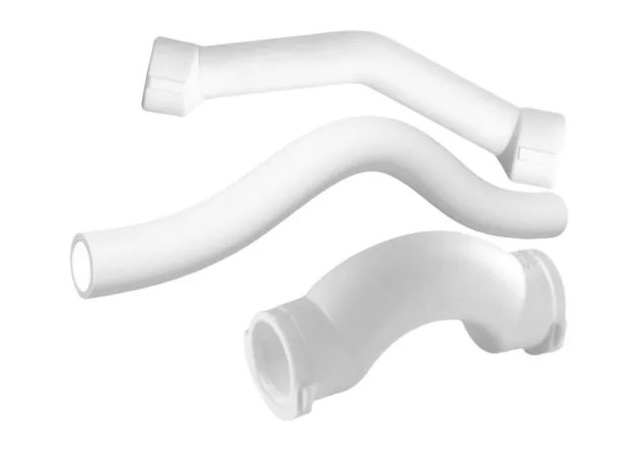
Соединительные элементы под пайку
Эта группа деталей представлена соединительными равносторонними или переходными муфтами, отводами под 45° или 90°, прямыми или редукционными тройниками, обводами, компенсаторами, а также заглушками предусматривающими присоединение к трубам или другим элементам трубопровода при помощи пайки.
Переходные детали пайка-резьба
Для подсоединения запорной или регулирующей арматуры, обратных клапанов, смесителей, редукторов давления и другого оборудования применяют прямые или угловые муфты, а также тройники с внутренней или наружной резьбой соответствующего размера с одной стороны и окончанием под пайку с другой для соединения с ПП трубой.
Разъемные фитинги
Разъемные соединения выпускают нескольких типов:
- Американки с двумя окончаниями под пайку и разборным соединением накидная гайка-штуцер в средней части.
- Штуцеры пайка-резьба с накидной гайкой с внутренней или наружной резьбой.
- Муфты пайка-резьба с наружной резьбой и разборным соединением типа «американка».
Обычно такие фитинги применяют для подключения оборудования, требующего периодического обслуживания, например, промывки фильтров.
Запорно-регулирующая арматура
В системах PPR допускается применять как резьбовые латунные или стальные клапаны, фильтры, вентили и шаровые краны, так и аналогичные изделия из полипропилена под пайку.
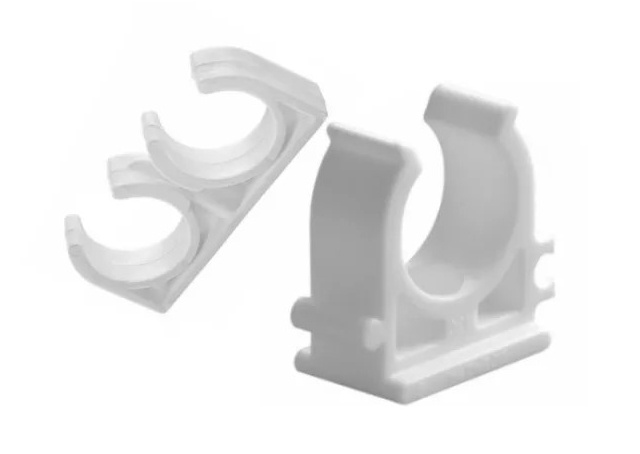
Крепежные элементы
Обычно для фиксации применяют одинарные или двойные клипсы.
Технология монтажа
Цены на фитинги ППР, а также оборудование для их монтажа относительно невысоки. Для выполнения работ потребуется ручной электрический паяльник и специальные ножницы, в отличие от ножовки, обеспечивающие ровный, не требующий дополнительной зачистки, срез.
Для соединения фитинга с трубой применяется нагрев, для чего используется насадка с тефлоновым покрытием, на штуцер которой надевают раструб фитинга, а в отверстие другой стороны вставляют окончание трубы. После нагрева в течение 10-15 секунд (точное время зависит от толщины стенки трубы и обычно указано в инструкции к сварочному аппарату) соединяемые элементы снимают с насадки, вставляют трубу до упора в раструб фитинга и выдерживают несколько секунд в одном положении до затвердевания полипропилена.

